Автоматическая пила TableCUT 200
Описание товара TableCUT 200 подходит для резки образцов различных м...

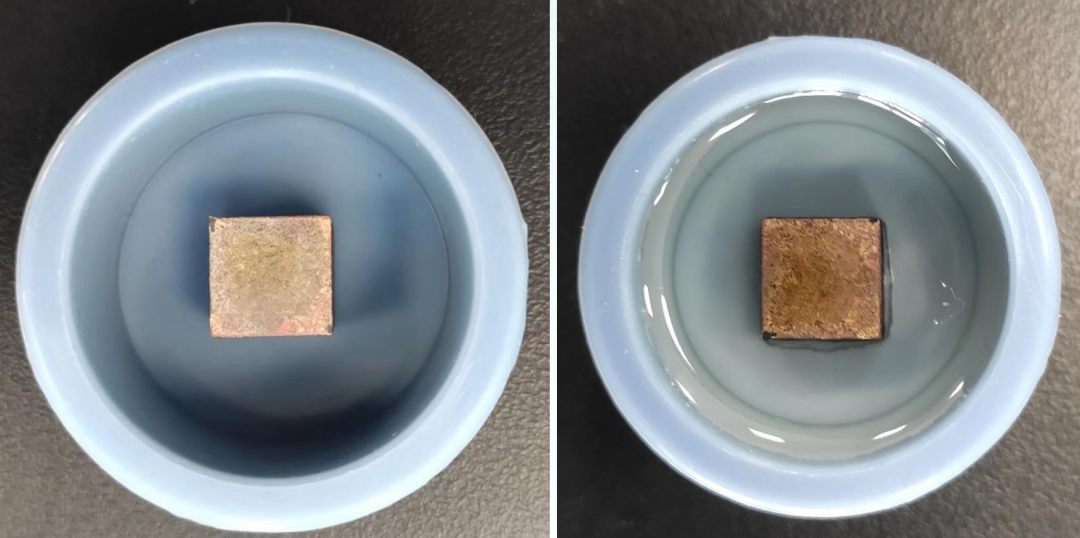





.png?imageView2/2/w/400/format/jpg/q/75 "Барокамера ThetaMount")



")
")
.jpg?imageView2/2/w/400/format/jpg/q/75 "Полировальные смазочные материалы PL-W")
Основываясь на Китае, TROJAN уделяет большое внимание международным продажам, на данный момент TROJAN продал наши металлографическое оборудование в более чем 40 стран, таких как Европа, США, Корея и Юго-Восточная Азия.





Copyright 2021 Троянская (Сучжоу) технология материалов Co., Ltd.
 производители металлографического оборудования нестандартные поставщики металлургического оборудования
производители металлографического оборудования нестандартные поставщики металлургического оборудования
