Резак CT-250S/CT-250V
CT-250S/CT-250V — это настольный станок для металлографической резки, спроектированный и изготовлен...

Покрытие термическим напылением известно как «защитная броня» для промышленных компонентов, широко используемых в машиностроении, аэрокосмической, энергетической и других областях. Он не только обеспечивает износостойкую защиту легко изнашиваемых валов и лопастей, но также создает антикоррозийный барьер для трубопроводов и емкостей в агрессивных средах. Кроме того, он может реализовывать такие функции, как теплоизоляция и электропроводность высокотемпературных компонентов, тем самым продлевая срок службы оборудования.
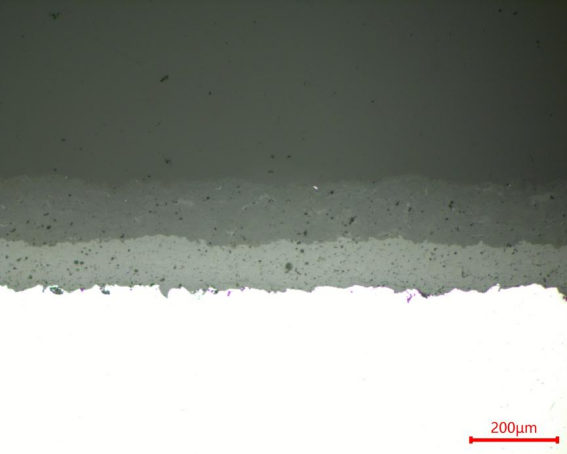
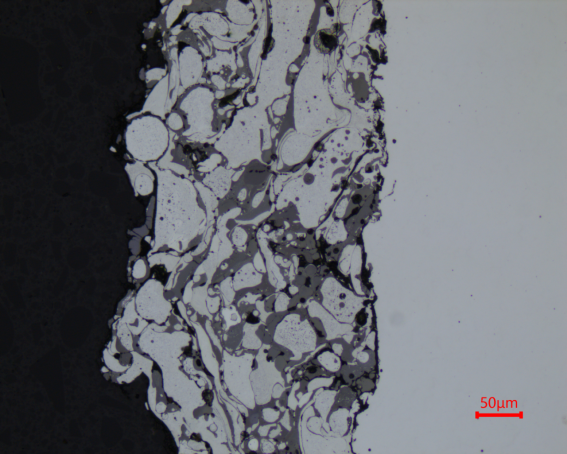
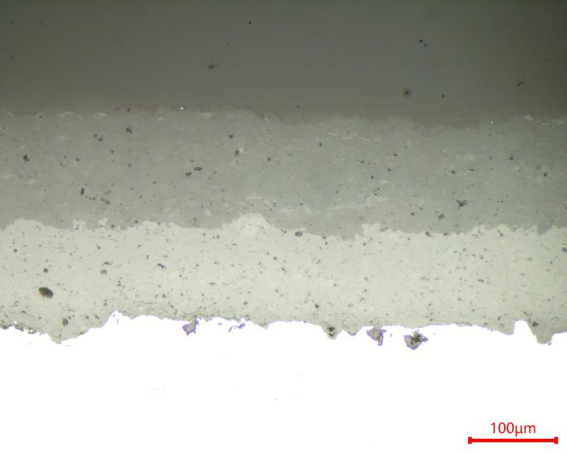
Если термонапыленное покрытие является «броней», то металлографический участок образца термонапыления — это «лупа контроля качества», являющаяся ключевым звеном контроля качества покрытия. Благодаря подготовке металлографических срезов и микроскопическому наблюдению можно точно определить однородность толщины покрытия, состояние поверхности соединения с подложкой, выявить микроскопические дефекты, такие как поры и трещины, а также проанализировать целостность микроструктуры покрытия. Это не только подтверждает рациональность процесса распыления и заранее позволяет избежать потенциальных рисков при нанесении, но также обеспечивает интуитивно понятную поддержку данных для оптимизации характеристик покрытия, гарантируя, что «защитная броня» действительно сможет выдержать промышленные испытания!
Стандартные процедуры подготовки металлографических образцов для термонапыленных керамических покрытий:
1. Грубая шлифовка: используйте металлографическую наждачную бумагу P400 и шлифуйте до тех пор, пока поверхность образца не станет плоской.
2️⃣ Тонкая шлифовка: полировальный диск POS 9 мкм, полирующая жидкость PD-WT.
3. Грубая полировка: полировальный диск SC 3 мкм, полирующая жидкость PD-WT.
4. Промежуточная полировка: полировальный диск ET 1 мкм, полирующая жидкость PD-WT.
5. Тонкая полировка: полировальный диск ZN 0,05 мкм, полирующая жидкость SO-T401.
#Микроструктура стали #Материаловедение #Металлография #Троян #Троянметаллография


.png?imageView2/2/w/400/format/jpg/q/75 "Вакуумная монтажная машина TJ2000 Theta")


")



.jpg?imageView2/2/w/400/format/jpg/q/75 "Подвеска из глинозема АО-П")

Основываясь на Китае, TROJAN уделяет большое внимание международным продажам, на данный момент TROJAN продал наши металлографическое оборудование в более чем 40 стран, таких как Европа, США, Корея и Юго-Восточная Азия.





Copyright 2021 Троянская (Сучжоу) технология материалов Co., Ltd.
 производители металлографического оборудования нестандартные поставщики металлургического оборудования
производители металлографического оборудования нестандартные поставщики металлургического оборудования
